



セミオートパレタイザー
技術パラメータ
| No | 名前 | 説明 |
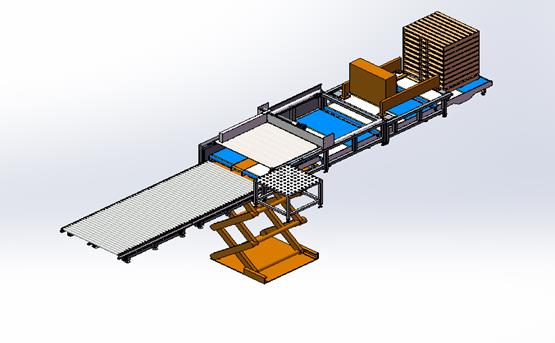
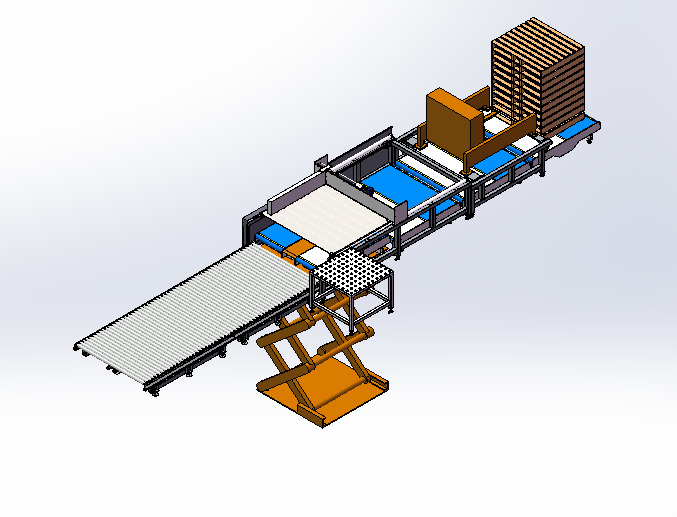
| 1 | リフティングプラットフォーム | 油圧固定シザーリフティングプラットフォーム、上昇速度は3〜5m /分、落下速度は調整可能 |
| 2 | プラットホーム | 伸縮式ステンレスパネル |
| 3 | 手動仕上げ台 | ユニバーサルホイールテーブルの形で |
| 4 | パレット搬送システム | パレットフォークリフトの移動とリフトはチェーン機構を採用し、パレットの移動はモジュラーベルトコンベアで運ばれます |
| 5 | モジュラーベルトスプロケット | PP素材総合加工 |
| 6 | コンベアベルト | インポートされた POM 材料モジュール メッシュ ベルト、メッシュ ベルトの厚さ: 12 mm |
| 7 | 装備材料 | 10t鋼板レーザー加工 |
| 8 | メッシュベルト速度 | Max30m/min(周波数変換速度規定) |
| 9 | 電動ローラー | 63.5*3 明るいローラー、亜鉛メッキされた表面、トランスミッション モードはチェーン駆動のポリウレタン摩擦ホイール トランスミッションです。 |
| 10 | モーターのパワー | 搬送モーター 1.5KW、台湾 Wanxin ブランド |
| 11 | シーケンサ | シーメンスのブランド |
| 12 | インバーター | シーメンスのブランド |
| 13 | 低圧電気 | シュナイダーブランド |
| 14 | センサー | オムロンブランド |
| 15 | 外観 | 表面静電スプレー |
関数
最新のカートンボックス生産ライン向けの高効率下流処理システム
♦ 前の行をロード
プロセス命令
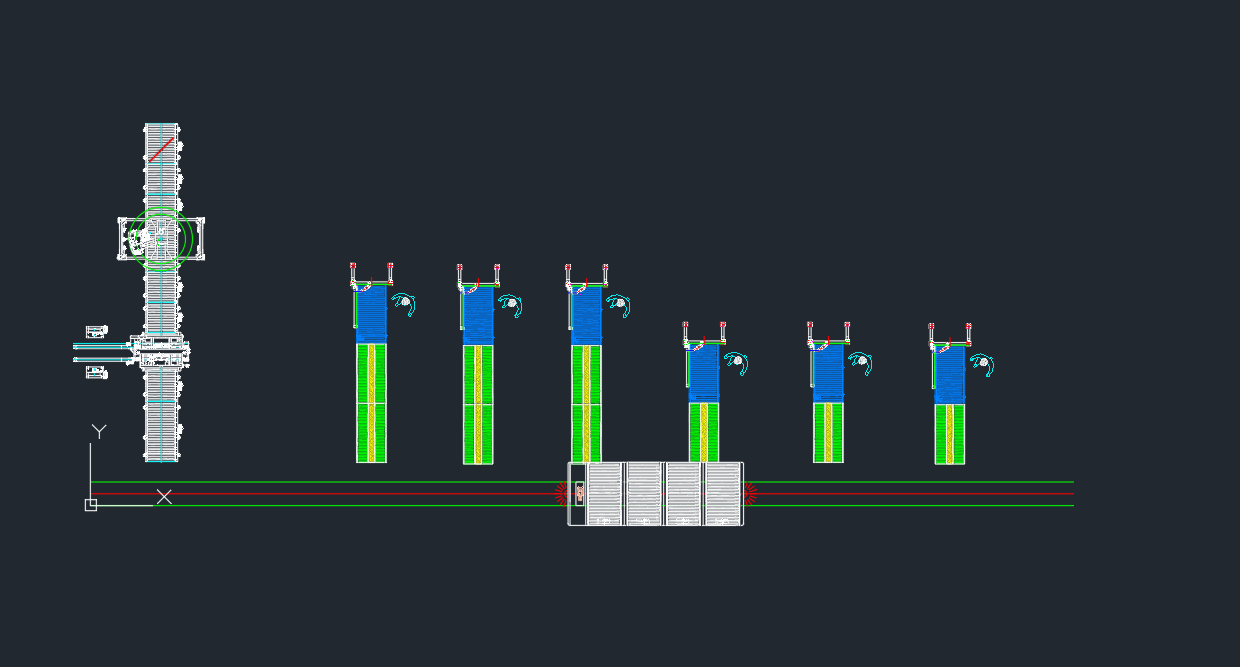
1. パレットの 1 つのグループ全体を右端のモジュール ベルト コンベヤに置きます。フォークリフトが移動し、パレット全体の 2 番目のパレットを低い位置から高い位置に持ち上げ、パレットを持ち上げ、モジュール ベルト コンベヤにパレットを残して、前方に搬送します。エレベータ位置、フォークリフトが落下し、残りのパレットがコンベアに置かれ、フォークリフトがリセットされます。
2. エレベータ前のモジュラーベルトコンベアに別のパレットを搬送し、待機させます。パレットを積み上げた後、前方に搬送し、後方のパレットを自動搬送します。右端のモジュールベルトコンベアは検知機能付き。次のパレットが置かれるのを待って作業を続けます。
3.梱包された段ボールを手で持ち上げて手動仕分け台に並べ、段積み用のエレベーター台に段ボールを置きます。段ボールの層がうまく積み重ねられたら、手動でフットスイッチを踏むと、パネルが引き戻され、エレベーターが自動的に積み重ねられた段ボールの高さを下げ、次にフットスイッチを踏むと、プラットフォームが伸び、次の層がスタッキングが行われます。スタッキング高さはあらかじめ設定できます。積み込み高さが指定の高さになると、エレベーターが自動で水平位置まで上昇し、積み込み段ボールが電動で前転します。スタッキング高さに応じて手動搬送も可能です。
ここにあなたのメッセージを書いて、私たちに送ってください


