




生産管理システム PMS ロール紙保管管理
同期制御
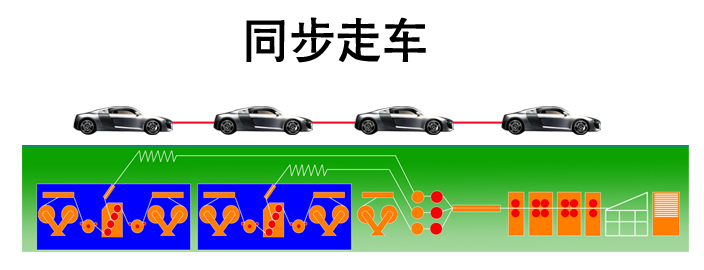
同期手段は片面速度を制御し、メイン キャンバス ベルトと同じ速度を維持できます。その役割は、過度の紙の蓄積を回避したり、ブリッジ紙を引き抜いたりすることです。急速な変化が速く、機械が揺れやすく、波形フルートが貧弱で、接着が不十分で、その他の問題があります。健康管理は、さまざまな速度での個々のモーターの特性に基づいて、さまざまな速度制御曲線を提供し、速度変化を遅くしようとし、安定した波形フルートと接着剤 (ペースト) を均一にします。
オーバーヘッドブリッジの用紙蓄積制御
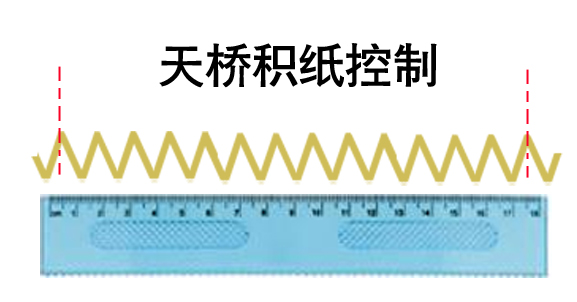
オーバーヘッドブリッジ制御は、ペーパーカッターと紙の蓄積の問題を回避するだけでなく、湿紙全体の交換と手動ティアシートの自動補正の精度に影響を与えます。理由は簡単で、紙の波状ブリッジに加えて、生産ライン全体です。プロットの推定は容易ではありませんが、ミル ローラーからクライミング ベルトまで、およびブリッジ吸引紙ガイドから NC カッターまでの距離は、ほぼ一定のデータです。本当に数えたいのは、紙橋の実際の量を計算する方法と、橋の上で作業者が破った悪い紙を行うための自動検出補償の量です。
橋梁の検出と制御、追跡およびフロー制御技術用。一方では、実際の紙の蓄積を追跡し、他方では、クライミングベルトの送り量とブリッジ吸引ガイド紙の排出量を使用して、フロー制御で測定します。2つの量の差(ブリッジの裂け量)を自動的にフィードバック同期制御し、一定のブリッジ累積補正を実現します。
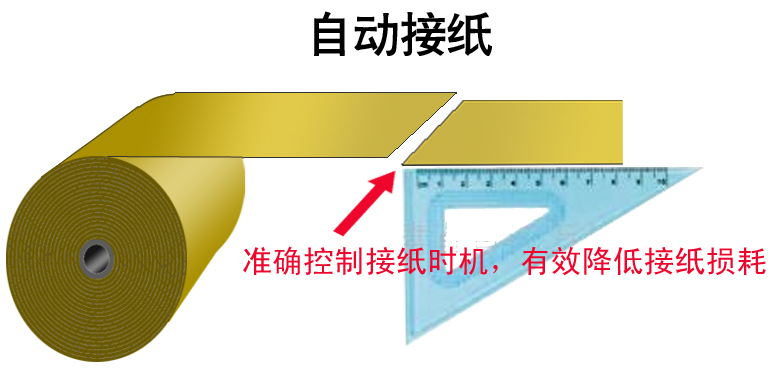
自動スプライサー制御
自動スプライス機は、適切なタイミングで制御に接続されるだけでなく、ブリッジの蓄積、同期、スローダウン、紙のスプライシング前、およびペーパーヘッドが段ボールロールに供給されてから回復するまでの用紙制御など、一連の制御が含まれます。
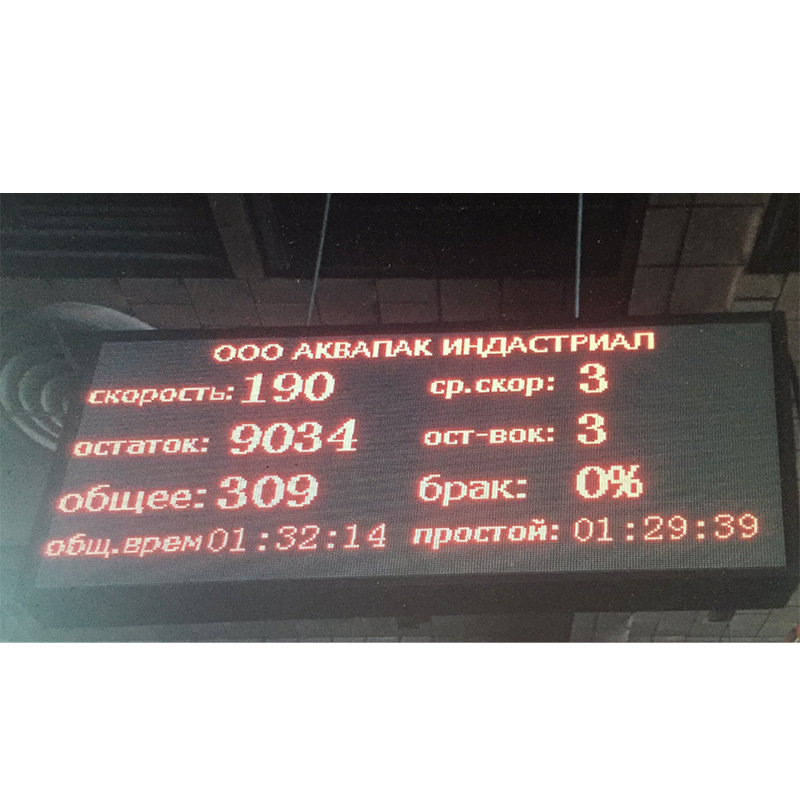
両面表示液晶
数メートルの現在の生産量、残りのメートル数のリアルタイム表示。
現在の車両数、平均車両数のリアルタイム表示。
構成

片面制御盤
ダブルフェーサ制御盤
ドライエンド制御盤
両面表示液晶
